河南煤化集团中原大化公司煤化工是河南省重点建设项目,煤气化采用荷兰壳牌公司专利技术气化炉SCGP粉煤加压气化技术,年产500kt甲醇。该项目于2008年5月建成投产并顺利生产出合格甲醇产品。15XV-0015是煤化工气化装置飞灰气提冷却罐V1504A到中间飞灰储罐V1505A下灰锁斗控制阀,它是一台气动活塞式执行机构、硬密封切断球阀。该阀是西班牙进口阀门,价格十分昂贵,该阀门在使用过程中经常卡塞,无法启闭,而一旦故障,无法下灰,就会造成气化炉加不上负荷,引起气化炉停车,从而造成整个系统停车。该阀门曾经几次返回国外厂家进行检修,查找原因,但始终无法解决问题,阀门故障依然频发,严重制约了正常生产,成为煤化工装置生产的瓶颈问题。
1、控制阀门存在问题及故障分析 1.1、主要工艺参数
阀门类型 开关球阀
执行机构 气动活塞执行机构
作用形式 双作用式
介质 煤灰
压力 0.8MPa
温度 70℃
阀体材质 WCB
阀门口径 203.2mm(8”)
1.2、阀门存在问题
该阀自2008年5月开车以来,经常卡塞,无法正常使用。该控制阀结构见图1。当出现卡塞时,对阀门解体检查,清理灰尘后又恢复使用,而恢复上线,设备开车运行后随即又出现卡塞现象,针对故障原因进行分析并进行了结构改造。
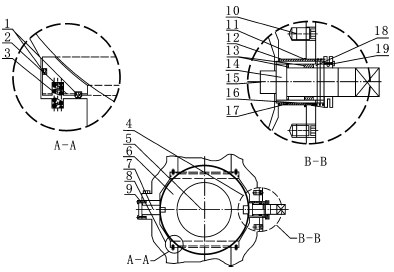 图1 控制阀结构示意
1. 改造后增加的防尘罩; 2. 改造后去除量1 /2e; 3. 弹簧腔; 4. 阀前定位机构; 5. 偏移量e; 6. 球芯; 7. 阀后定位轴;8. 阀座; 9. 阀后密封环; 10. 阀前定位机构固定螺栓; 11. 阀前定位机构密封环; 12. 铜合金套; 13. 填料;14. 汽缸力矩传递轴; 15. 增加的1 /2e 偏量; 16. 防松弹簧;17. 填料压紧螺母; 18. 填料压盖; 19. 防松螺母
1.3、阀门故障原因分析
(1)气动球阀的工作原理就是气缸通过传动转轴带动阀杆转动从而带动阀球绕阀球中心线作90°旋转,而实现阀门的开启或关闭的目的。对于开关球阀来说,阀球与阀座的加工精度是一个很关键的问题,而经过认真分析和测量及计算,阀球的加工误差竟达到+2.4mm,属于严重超差,这样就无法保证阀球在工作时准确的中心位置。由于阀球的加工误差造成了阀门开启或关闭时的附加力矩,使阀门操作扭矩成倍增加,无法保证阀门良好的操作性能,造成了阀门无法正常工作。
(2)该阀门执行机构与阀球靠力矩传递轴连接,阀球下端靠定位轴定位,检查后发现传递轴与气缸及阀球的连接部分配合间隙过大,定位轴的设计也不合理,传动轴与阀球中心及定位轴不在同一轴线上,造成阀球不能开关到位。
(3)该阀门是固定球气动球阀,工作时阀球绕阀球中心线作90b旋转而不产生上下左右的位移。阀座是浮动阀座,阀座背面采用了弹簧结构,关闭或开启时阀座在弹簧作用下产生位移,实现工作目的,也保证了良好的进出口双向密封性能。对该阀解体时发现,此阀弹簧腔内积满了灰,使弹簧失去了作用,开启时阀座与阀球不能迅速脱离,而使浮动阀座变成了固定阀座,这就增加了阀门的操作力矩,造成阀门卡死,无法开启(或关闭)。
2、阀门改造方案 (1)针对阀球加工误差大而造成的阀球不对中的情况,在无法对阀球处理的情况下,对金属阀座进行了加工处理,对阀球加工误差大的一面的阀座的背面进行技术改进,重新测绘,并加工处理,尽量消除因为阀球加工误差而造成的操作扭矩的增加。
(2)对气缸力矩传递轴进行了加工修复处理,对轴端进行堆焊加工处理,使传递轴与气缸、阀球都能配合良好,同时对传递轴又进行了偏心处理,定位轴也采用新工艺,对不合理的设计进行了改进,增加了铜合金套替代传统的不锈钢套或四氟套,既增加耐磨性又保证了转动良好。保证了传递轴、阀球、定位轴三者同心,确保阀球能够开关到位,在一定程度上消除了阀球加工误差造成的影响。
(3)要保证阀座在受压时的移动,一定要保证弹簧的弹性,而要达到这样的目的,就要使弹簧腔不积灰。经过多次试验、摸索,最后决定在阀座导向部分和背面增加防尘装置,增加两道橡胶O型环,这样就起到了密封作用,使阀座移动时弹簧腔不会进灰,从而保护了弹簧,使浮动阀座不会变为固定阀座,减少了阀门动作时的操作力矩,确保了阀座的自由运动,保证了阀门正常工作。
3、改造效果 通过对阀门15XV-0015的上述改造,使阀门能正常使用,使用周期由原来几天延长到现在的几个月以上,取得了良好的效果,也为煤化工装置长周期安全运行奠定了基础。与15XV-0015同类型的阀门在煤化工装置有几十台,15XV-0015阀门的成功改造对其他阀门的技术改进有着指导意义,并有推广价值。
| 


 |Archiver|手机版|武汉汉德阀门股份有限公司
( 鄂ICP备10020949号-2 )
|Archiver|手机版|武汉汉德阀门股份有限公司
( 鄂ICP备10020949号-2 )



 发表于 2018-1-5 10:44:34
发表于 2018-1-5 10:44:34
 分享
分享 收藏
收藏