1 德士古气化技术简述
德士古气化技术是国内应用比较先进的气化技术,广泛应用于煤化工行业。在气化阶段,料浆通过高压料浆泵送入气化炉,与氧气在气化炉内进行气化反应,生成以CO、H2和CO2为主要成分的粗合成气。
德士古气化技术操作压力在4.0MPa以上、操作温度在1000℃以上,属于我厂重大危险源,但其仪表自动化水平较高,如气化炉发生工艺指标异常,安全联锁系统就会立即启动,切断煤浆和氧气进料并进行氮气吹扫以防止发生爆炸。在仪表安全联锁系统中,其氧气管线、煤浆管线、氮气管线切断阀动作的可靠性及动作时间是安全联锁系统正常工作的重要保证。
2 技术改造的背景
我公司自生产以来多次因为氧气、煤浆、氮气切断阀动作时间超时而导致气化炉投料失败,严重影响公司正常生产运行。我们秉承公司提倡的“增强创新能力,完善公司技术开发和生产管理”的理念,通过查找技术设计,与学校专家认真分析、研究对阀门执行机构进行了技术改造,经过近两年的运行,取得了很好的效果,为公司稳定生产奠定了坚实的基础。
气化炉XV-12004A/C、XV-12005A、XV-12010A/B/C、XV-12011A/B/C九台氮塞阀和氮气吹扫阀由于原阀的执行机构弹簧复位系统作用力不够等问题,使阀门的关闭时间在11MPa氮气压力作用下由技术要求的≤5s,延长至5.59~6.37s。这些阀门动作时间的延长导致了气化炉开车顺控中氧超时计时器超时(氧超时计时器为气化炉投料按钮按下到煤浆、氧气入炉的时间,要求≤50s),氧超时计时器超时后气化炉就自动执行停车程序,致使气化炉投料失败,从而影响公司正常生产。
3 改造方案
原执行机构为活塞式单作用执行机构,气缸进气时阀门打开,弹簧复位阀门关闭,气源压力为0.4~0.6MPa,其执行机构气路图见图1。通过对现场执行机构的研究,我们发现可以将单作用执行机构改造为双作用执行机构,以增加弹簧作用力,同时还能保证阀门的故障安全性。在气路配管上放大执行机构的进气管路的口径,增加一套气路三联件,互相调节气量的平衡和大小,保证阀门开关速度达到工艺要求。
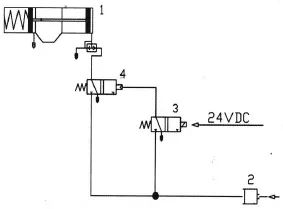
1.气缸;2.空气过滤 减压阀;3. 电磁阀;4.气控阀
图1 改造前执行机构气路图
4 技术改造实施步骤
4.1 检查执行机构的进气孔、排气孔、注油孔的布置,利用这些螺纹孔来设计气路走向,尽量保证执行机构的结构、强度不被破坏。原执行机构上的进气孔、排气孔、注油孔刚好可以满足气路改造要求。
4.2 对执行机构的进气、排气通道和加油通道进行气密性试验,并对执行机构两侧缸盖密封也进行气密性试验,通过气密性试验得知在气源压力0.4~0.6MPa下其气密性都可以满足要求。
4.3 检查进气、排气通道和加油通道的螺纹,螺纹规格为M10×1,密封性满足气路连接的需要。
4.4 设计、安装气路,把原气控阀更换为两位五通式气控阀,通过电磁阀进行控制输入、输出气源的转换,一路通过空气过滤减压阀、快排阀进入气缸,另一路通过快排阀直接进入弹簧辅助气缸。
安装完毕后进行开关试验,开阀时间≤5S满足要求,但关阀时间大于8S,不能满足工艺要求。分析原因为弹簧辅助气缸进气量太大而导致关阀时排气不畅,最终导致阀门关闭时间不能满足要求。
4.5 重新设计气路见图2,又在弹簧辅助气缸进气管路上增加一套空气过滤减压阀来调节进气量大小,主要控制此路气源压力对助力的影响,另外还可以通过调节气源压力来控制开阀时间和关阀时间的互相影响。
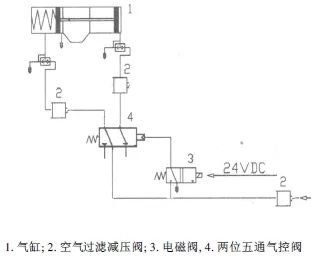
1.气缸;2.空气过滤减压阀;3.电磁阀,4.两位五通气控阀
图2 改造前执行机构气路图
经反复试验调节弹簧辅助气源压力为0.18MPa时,阀门在11MPa大压差下动作,开阀和关阀时间全部满足工艺要求。
4.6 改造后测试阀门故障安全性未改变,满足工艺要求。
4.7 气路改造时也考虑了接管尺寸、螺纹等连接件的技术条件和气路走向美观等问题。
5 结束语
经过实际检验后,气化炉氮气阀的开关时间在11MPa高压差条件下开关时间全部符合技术要求≤5s,并符合原设计的故障安全性,能保证气化炉的正常开停车,达到了预期改造效果。因氮气切断阀为原装进口阀门,如果不进行改造,而更换新的执行机构,设计、订货、安装需要近一年的时间,会严重影响公司正常生产(停产一天损失约100万元),并需要直接经济费用约50万元。
在气化炉近两年运行过程中,改造后的氮气切断阀全部满足工艺要求,为生产稳定运行创造了坚实的基础。
参考文献
[1] 吴国熙.调节阀使用与维修[M].北京:化学工业出版社,2008.
[2] 陆培文.调节阀实用技术[M].北京:机械工业出版社,2006.
[3] 何衍庆,邱宣振,杨洁,等.控制阀工程设计与应用[M].北京:化学工业出版社,2005.
[4] 斯库森,孙家孔.阀门手册(第2版)[M].北京:中国石化出版社,2005.
[5] 乐嘉谦.仪表工手册(第2版)[M].北京:化学工业出版社,2010.
[6] 《石油化工仪表自动化培训教材》编写组.调节阀与阀门定位器[M].北京:中国石化出版社,2009.
| 


 |Archiver|手机版|武汉汉德阀门股份有限公司
( 鄂ICP备10020949号-2 )
|Archiver|手机版|武汉汉德阀门股份有限公司
( 鄂ICP备10020949号-2 )



 发表于 2018-4-28 09:55:38
发表于 2018-4-28 09:55:38
 分享
分享 收藏
收藏